






































鉄 六角ボルト(半ねじ)(日本鋲螺品)

鉄 六角ボルト(半ねじ)(日本鋲螺品)
注)・ねじ切り部分の長さはサイズ及びロットにより異なります為、必要に応じて事前又はご注文時に備考欄に条件等あればご記載ください。
●注)メーカーの仕様変更
・4.8ボルトの先取仕様を「丸先」から「面取り先」に変更
・M10~M30の全サイズ
・メーカー在庫完売次第変更となります。
・一般的ねじ部長さは、メーカー毎に多少の違いがありますが下記の規定を参照ください。
(径x2+6mm・長さ130より径x2+12mm・長さ220より径x2+25mm)(例 M10x120の場合ねじ部=約26mm)
・掲載の写真及び寸法図等は代表サイズでの記載内容となります
●ねじ山の種類
・ISO ねじ(表記M)---- 一般品(指定や記載が無い場合はこの規格になります)
・JIS ねじ(表記M)-----M3〜M5まではピッチが違う(旧jisで古いねじ)
・ウイットねじ(表記W)-----ぶねじ(インチ呼称)とも言い、建築、設備等一部で流通
・ユニファイねじ(表記UN)--アメリカねじ(インチ呼称)とも言い表記はUNC(並目)、UNF(細目)
・台形ねじ(梯形ねじ)---TMねじ扱いあり(XYテーブル、万力などに使用)
・角ねじ--------------標準品扱いあり(ジャッキ、圧縮プレスなどに使用)
もっと詳しくはこちらへ
●ピッチ(山と山の間隔)について
・並目--- 一般品(指定ない場合はこの規格となります)(例M10=p1.5)
・細目---- 並目より細かい(緩みとめ)(例M10=p1.25)
・極細目--- 細目より更に細かい(緩みとめ)(例M10=p1.0)
●製造方法
・トリーマー----六角頭にはトリーマーとアプセットの2タイプある。ヘッダーにて円形のチーズ頭を製作し、
それを六角形の穴のあいたダイスに通し、六角形に縁を取る方法で頭部の成形を行っている。
・アプセット--圧造成形による六角形ボルトで、頭に凹み(くぼみ)がある
・切削加工--挽き物・削り物とも言われ棒材を工作機械で切削工具を使用して加工する方法です。
・転造ねじ--ねじ面をもつ1組のダイスを移動させてねじ山を形成する塑性加工。
●材質と強度
・SWCH--(4.8T)一般ボルトに使用、冷間圧造用炭素鋼線のこと.
伸線メーカーで作るネジの材料です。SWRCHからSWCHを作ります。
・SWRCH--製鋼メーカーで作る線の元材料です。RとはRods(材料)のこと。
・S45C---(8.8T)高炭素鋼。SWCHと構成成分は同等で、C(炭素)を多く含む鋼。
・SCM435--(10.9T 12.9T)クロームモリブデン鋼(クロモリ)
・ハイテンボルト-- 摩擦接合用高力六角ボルトで六角ナット1ヶと平座金2枚がセットされている。
(六角頭→ハイテンボルト)(丸頭 →トルシャーボルト)F8T及びF10Tを規定している
もっと詳しくはこちらへ
●その他用語
・全ネジ(押ボルト)---六角雄ねじ首下から全部ネジが切れているもの。
・半ねじ(中ボルト)---雄ねじで全部ネジが切れていないもの。その長さが半分とは限らない。
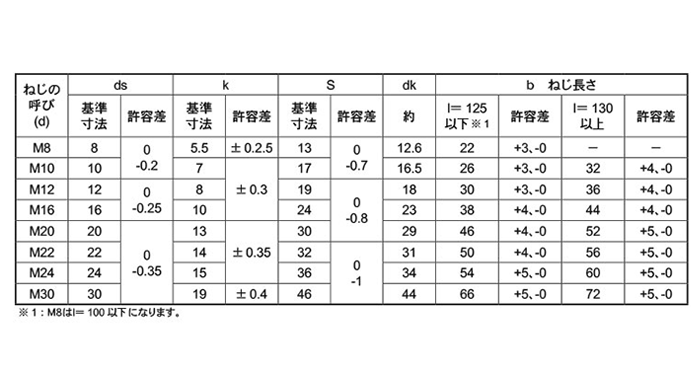
・ねじ長さ--首下長さ125mm以下は、ねじ径x2+6mmが一般的な有効ねじ部の長さの目安です。(例M10=26mm)
・(4マーク)----------強度4.8Tの一般ボルトで識別の為の数字4が頭部に刻印されている。
・(7マーク) (8マーク)-強度8.8TのS45Cボルトで識別の為の数字が頭部に刻印されている
・スリ割り入り(ー)---------------マイナスドライバーで使用、装飾目的にも使用。
・小型頭---2面幅(平径)が一般のナットに比べ小さい(例M8=12mm)
・左ねじ---通常の右ねじと逆の左廻り(反時計廻り)に廻した時にその人から遠ざかるねじ。
・平径(2面幅)-----六角又は四角のまっすぐな所どうしの間(径x約1.5倍)
・対角----六角又は四角の相対する側の一番遠い角同士の間(平径x約1.15倍)
・ピッチ----隣り合う、ねじ山とねじ山の間の距離。
・ミルシート--材料証明書のこと。製品に対して適正な材料を使用確認のために提出する書類。
・有効ネジ部--ボルトが入る長さ。ネジ入り深さ実寸法、保証寸法。
・不完全ネジ部--完全にネジ山が立ち上がっていない部分。ねじ加工工具の面取り部または
食い付き部等によって作られたテーパー状の不完全なねじ部
・調質-- 普通、70?f/平方?以上の引張り強さが要求されるねじ類は、目的に応じた硬さに
するために再度硬さと粘さを得る作業が必要となる。この作業を調質という.。
・胴太--軸太とも言う。半ネジでネジ無し部(胴部、軸部)の径がネジの外径と同じ太さのもの。
・胴細--軸細とも言う。半ネジでネジ無し部(胴部、軸部)の径がネジの外径より細いもの。
●注)メーカーの仕様変更
・4.8ボルトの先取仕様を「丸先」から「面取り先」に変更
・M10~M30の全サイズ
・メーカー在庫完売次第変更となります。
・一般的ねじ部長さは、メーカー毎に多少の違いがありますが下記の規定を参照ください。
(径x2+6mm・長さ130より径x2+12mm・長さ220より径x2+25mm)(例 M10x120の場合ねじ部=約26mm)
・掲載の写真及び寸法図等は代表サイズでの記載内容となります
●ねじ山の種類
・ISO ねじ(表記M)---- 一般品(指定や記載が無い場合はこの規格になります)
・JIS ねじ(表記M)-----M3〜M5まではピッチが違う(旧jisで古いねじ)
・ウイットねじ(表記W)-----ぶねじ(インチ呼称)とも言い、建築、設備等一部で流通
・ユニファイねじ(表記UN)--アメリカねじ(インチ呼称)とも言い表記はUNC(並目)、UNF(細目)
・台形ねじ(梯形ねじ)---TMねじ扱いあり(XYテーブル、万力などに使用)
・角ねじ--------------標準品扱いあり(ジャッキ、圧縮プレスなどに使用)
もっと詳しくはこちらへ
●ピッチ(山と山の間隔)について
・並目--- 一般品(指定ない場合はこの規格となります)(例M10=p1.5)
・細目---- 並目より細かい(緩みとめ)(例M10=p1.25)
・極細目--- 細目より更に細かい(緩みとめ)(例M10=p1.0)
●製造方法
・トリーマー----六角頭にはトリーマーとアプセットの2タイプある。ヘッダーにて円形のチーズ頭を製作し、
それを六角形の穴のあいたダイスに通し、六角形に縁を取る方法で頭部の成形を行っている。
・アプセット--圧造成形による六角形ボルトで、頭に凹み(くぼみ)がある
・切削加工--挽き物・削り物とも言われ棒材を工作機械で切削工具を使用して加工する方法です。
・転造ねじ--ねじ面をもつ1組のダイスを移動させてねじ山を形成する塑性加工。
●材質と強度
・SWCH--(4.8T)一般ボルトに使用、冷間圧造用炭素鋼線のこと.
伸線メーカーで作るネジの材料です。SWRCHからSWCHを作ります。
・SWRCH--製鋼メーカーで作る線の元材料です。RとはRods(材料)のこと。
・S45C---(8.8T)高炭素鋼。SWCHと構成成分は同等で、C(炭素)を多く含む鋼。
・SCM435--(10.9T 12.9T)クロームモリブデン鋼(クロモリ)
・ハイテンボルト-- 摩擦接合用高力六角ボルトで六角ナット1ヶと平座金2枚がセットされている。
(六角頭→ハイテンボルト)(丸頭 →トルシャーボルト)F8T及びF10Tを規定している
もっと詳しくはこちらへ
●その他用語
・全ネジ(押ボルト)---六角雄ねじ首下から全部ネジが切れているもの。
・半ねじ(中ボルト)---雄ねじで全部ネジが切れていないもの。その長さが半分とは限らない。
・ねじ長さ--首下長さ125mm以下は、ねじ径x2+6mmが一般的な有効ねじ部の長さの目安です。(例M10=26mm)
・(4マーク)----------強度4.8Tの一般ボルトで識別の為の数字4が頭部に刻印されている。
・(7マーク) (8マーク)-強度8.8TのS45Cボルトで識別の為の数字が頭部に刻印されている
・スリ割り入り(ー)---------------マイナスドライバーで使用、装飾目的にも使用。
・小型頭---2面幅(平径)が一般のナットに比べ小さい(例M8=12mm)
・左ねじ---通常の右ねじと逆の左廻り(反時計廻り)に廻した時にその人から遠ざかるねじ。
・平径(2面幅)-----六角又は四角のまっすぐな所どうしの間(径x約1.5倍)
・対角----六角又は四角の相対する側の一番遠い角同士の間(平径x約1.15倍)
・ピッチ----隣り合う、ねじ山とねじ山の間の距離。
・ミルシート--材料証明書のこと。製品に対して適正な材料を使用確認のために提出する書類。
・有効ネジ部--ボルトが入る長さ。ネジ入り深さ実寸法、保証寸法。
・不完全ネジ部--完全にネジ山が立ち上がっていない部分。ねじ加工工具の面取り部または
食い付き部等によって作られたテーパー状の不完全なねじ部
・調質-- 普通、70?f/平方?以上の引張り強さが要求されるねじ類は、目的に応じた硬さに
するために再度硬さと粘さを得る作業が必要となる。この作業を調質という.。
・胴太--軸太とも言う。半ネジでネジ無し部(胴部、軸部)の径がネジの外径と同じ太さのもの。
・胴細--軸細とも言う。半ネジでネジ無し部(胴部、軸部)の径がネジの外径より細いもの。
【注意】現品は商品画像と色が異なる場合がございます。